
There are various risks involved in the safe operation of a marine boiler. Safety devices in the form of alarms and trips are thus installed to each boiler; to monitor, detect, and reduce risks of a possible accident ( Fire, Burn, Explosion, and meltdown ).
Earlier ships use to have a steam propulsion system for which they maintain a dedicated main boiler. An auxiliary boiler then looks after secondary roles such as heating of fuel/cargo, power generation, fresh water generator, operating steam-driven pumps and other heating duties.
Today on the ship we only have one auxiliary boiler used for various engine room systems. Just on the basis of the number of casualties in past accidents; a boiler is considered the deadliest among all engine room machinery on a ship if something goes wrong.
The safety of machinery and its equipment are vital onboard ship. Many accidents have occurred in the past related to the boiler system onboard ship. So to make its operation risk free, numerous Alarms and trips are fitted on the boiler system along with the safety valve.
Let us learn in brief about the risks associated with boiler operation; before jumping on to the various alarms and trips installed on the boiler system.
Risks Associated With Boiler Operation
History has shown us just how dangerous a boiler can be if not maintained, neglected, or operated aggressively without proper care or training. You can have accidents ranging from major mechanical damage, fire, hot burn, meltdown, scalding, carbon monoxide toxicity to a large explosion.
1. Mechanical damage
It is the most frequent incident that happens with a boiler. There were 272 incidents of mechanical breakdown in the last 10 years for the shipping companies we were able to find internal ship records.
{kind=link}
This can be in the form of tube damage, steam leakages, valve not operating or leaking, insufficient heat, poor fuel atomization, thermostat issues, broken thermocouple, etc.
Luckily there was hardly any records of death but we found 8 persons who got minor injuries during repairing these breakdowns.
2. Boiler Fire And Meltdown
Anything that is hot and involves burning of fuel poses a high risk of fire hazard. It can destroy all-tube increasing the risk for a possible meltdown and subsequent explosion.
The risks for a possible meltdown increase much further if the water is already operating below a set minimum water level mark.
3. Carbon Monoxide Toxicity
Carbon monoxide is produced if the fuel does not burn under sufficient oxygen. If not checked it may lead to Breathlessness, Nausea, Headaches, Loss of consciousness, and sometimes death.
Further, unburnt fuel when exposed to high temperature and sufficient oxygen can often burn with an explosion. This is why it is a common procedure to purge the system before restarting the boiler furnace.
4. Scalding Incidents & Hot Burns
You can get hot burns when exposed to hot surfaces or in contact with hot boiler water. Hot burns are quite common on ships and often tops in the number of injuries. In our analysis we have found human error to be one of the causes behind it; with hot burns taking water samples was most common.
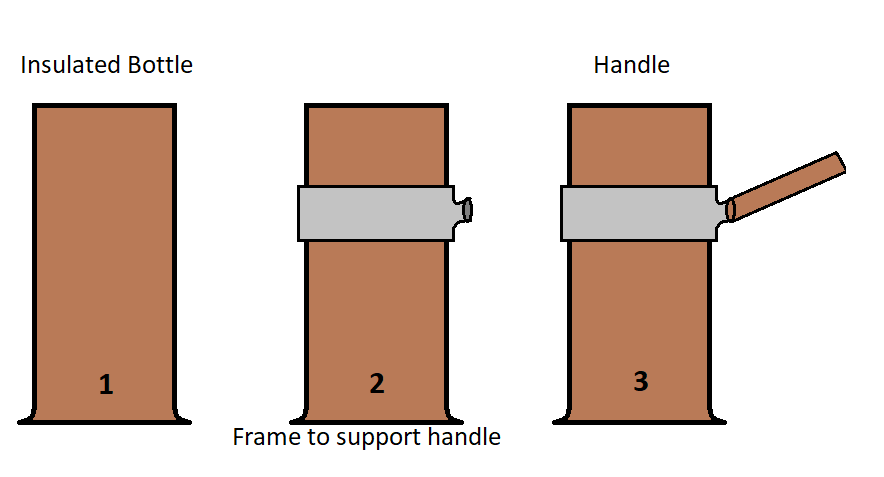
It can happen in case you use an inappropriate sampling containers; try to be quick taking shortcuts during sampling. For best practice follow the company instruction on sampling procedure, take samples slowly using an insulated bottle with handle, and avoid filling the container to the top.
A scalding on another hand is a severe or minor burn directly from steam. The most common cause for these burns are the steam leaks; in pipelines and valves.
5. Boiler Explosion
A boiler explodes when all the safety devices such as safety valve and various alarms and trips fail in a quick time interval. It is one of the rarest events ( most ships don’t have one in its lifetime ), but when it happens it is one that kills the most. A total of 37 people died and 60 injured in just 16 of such incidents.
Some common cause for boiler explosion in the past are; low water level, rapid chemical reaction burning heated carbon monoxide, over heating, stuck safety valve, lack of experience or expertise, unregulated steam pressure and mishandling of fuel systems.
5 Common Boiler Safety Devices

1. Boiler Safety Valve
If there is anything that protects boiler from explosion other than various alarms and trips is the safety valve mounted on top of a marine boiler. The valve is designed as such it relieve internal pressure in event of a failure. A marine boiler could have 2 to 6 safety valve mounted on itself based on its overall size.
As per SOLAS chapter II-1, there should be at least a minimum of two safety valves fitted on each boiler and steam generator. They should be regularly inspected and maintained against corrosion and sticking of the valve. These valves are generally set to lift at stream pressure 3% higher than normal.
2. Alarms And Trips
There are numerous alarms and trips installed onboard as a part of boiler safety devices. These devices monitor, alarm, and trip systems protecting it from any damage. Some of these major alarms systems are; water level alarms and trips, burner alarms, steam pressure alarms and trips, lube oil alarms, feed water alarm, automation, combustion air and flame failure alarms.
These alarms and trips are part of the boiler automation that really makes the job of the operating crew much easier. The system automatically detects issues, raise alarms for that particular system and take emergency actions such as burner cutoff, pump start/stop, etc.
3. Boiler Vents
With marine boilers, there is not just the risk of an explosion but it can implode too under some conditions. One of which includes cooling the boiler without venting the system. Thus boiler vents are provided to protect the system from possible implosion.
This happens because the volume of steam is much larger than that of water. Now when a large amount of steam get condensed under a short amount of time; a negative pressure becomes inside the steam drum. If not checked this negative pressure can become too high and the boiler will self implode.
4. Pressure Gauge
Other than the safety valve and various alarms and trips installed. It is the various gauges primarily pressure gauge that helps in the safe operation of the boiler. There are various pressure gauge installed on a boiler assembly to check and monitor steam pressure.
Modern pressure gauge is also fitted with built-in cut off/ cut in features. It starts and stops the burner based on set cut in and cut off pressure limit.
All boilers must be fitted with at least one pressure gauge; but is a standard procedure for marine boilers to have two pressure gauge with a line taken from steam drum to the engine control room.
5. Water level indicators
Although there are dedicated alarms and trips included with a dedicated water level control system for a marine boiler. It is a standard procedure to check and verify their functioning by taking actual water level records using the water gauge glass.
These water level indicators in the form of gauge glass are fitted in two on a boiler drum; just in case if one is faulty. Further there are other water level indicator such as water level sensors, probes sensors
Important Alarms and Trips on Marine Boilers
Functions |
Audible and Visual |
Actions |
1) Low water level |
Alarm |
|
2) Low-low water level |
Alarms and Trips |
Burner stop |
3)High water level |
Alarm |
|
4) High-high water level |
Alarms and Trips |
Feedwater pump stop |
5) Low steam pressure |
Alarm |
|
6) High steam pressure |
Alarms and Trips |
Burner stop |
7) Low feed-water pressure |
Alarm |
Stand-by pump start |
8) Low fuel oil pressure |
Alarm |
Stand-by pump start |
9) Low fuel oil temperature |
Alarm |
|
10) High fuel oil temperature |
Alarm |
|
11) Low combustion air pressure |
Alarms and Trips |
Burner stop |
12) Low atomizing steam pressure |
Alarms and Trips |
Burner stop |
13) Flame failure |
Alarms and Trips |
Burner stop |
14) Burner not in firing position |
Alarms and Trips |
Burner stop |

Explanation of each Alarm and Trips and why they occur:
1) Low water level: Since the boiler is converting water into Steam, therefore the consumption of water is taking place, if the level is not monitored manually, a stage will occur where the water level will drop to a certain level(L2) and the alarm will be seen and heard.
2) Low low water level: If alarm at level L2 is not acknowledged the level will drop further to level L1, and burner will stop firing to prevent boiler shell from damage due to excessive heat from the burner flame.
3) High water level: Alarm will sound when consumption of water does not match the intake of feed water via a feed water pump. Water has reached level H1.
4) High high water level: If the water at level H1 is not acknowledged, the feed water pump will stop at level H2, therefore cutting water supply to the boiler drum, the feed pump stops to prevent the drum of boiler from excessive hydraulic pressure exerted by the feed water, which may explode the boiler drum(at-least weaken it).
5) Low steam Pressure: this Alarm occurs to show various cases such as burner is not firing up-to the mark, feed water is less in the boiler therefore less pressure.
6) High steam pressure : Alarm with Trip to burner occurs to prevent the damage to the steam drum due to excessive pressure of the steam.
7) Low feed-water pressure: Due to certain problems the feed-pump#1 is having a problem generating ample pressure to push the water inside the boiler drum, therefore stand-by feed-pump starts to maintain the pressure of feed-water. (Remember there is a feed check valve between feed-water pump and drum.)
8) low F.O. pressure : The pump to boost the F.O pressure for injection is not generating enough pressure due to myriad reasons, therefore a stand-by fuel oil pump is started to supplement the loss in pressure, this occur because when fuel is being injected into the furnace. it should have ample pressure so that the fuel can atomize completely.
9) Low fuel oil temperature : Low fuel temperature lead to a large amount of unburned fuel accumulation in the furnace and there is high probability of explosion
10) High F.O temperature: Since the F.O should be within favorable temperature condition, Heating up of oil give off Alarm.
11) Low combustion air pressure : F.D fans (Force Draft fans) are used to supply combustion air to the boiler burner for complete combustion, but when there is alarm for low combustion air pressure, it should be seen that there is no damage to the fan blades and there is no obstruction to the intake of combustion air.
12) Low atomizing steam pressure : where steam is used as the atomizing medium this trip will occurs if any obstruction is in the hole of the steam supply, or the pipeline supplying the steam.
13) Flame Failure : [NOTE: This is Overridden during starting up/firing up of the boiler] This trip occurs to prevent the accumulation of fuel into the furnace, which may become the source of explosion if not correctly purged.
14) Burner not in firing position: since the burner is not in firing position, one case maybe because the arc is not striking up between the electrode and there’s the supply of fuel, so to prevent the accumulation and explosion, this trip is initiated.
Note :Feel free to comment down below if i miss any alarms and trips or made any mistake.
Also Read:
- How To Perform Boiler Flame Failure Test
- What are BFP ( Boiler Feed Pump ) – Parts & Working
- Boiler Mountings And Their Function – Complete List
- Boiler Water Treatment in Marine Boilers
Is there anything difference of mounting between main boiler and auxiliary boiler?
No other than their set limits value ( Main and Auxiliary Boiler have different working pressure ) there is no change between the mountings fitted on main boiler or on auxiliary boiler. In large main boilers with super heated stem there is additional safeties installed for that part.
Thank u sir for your respond
You missed the safety valve, it’s also under safety of boiler
Yeah, I do miss that and thank you for letting us know. But the article is focused more on various alarms and trips on boiler rather than all about safety devices. For detailed information on boiler safety valve; you should read our another post on boiler mountings.
How do you test a flame failure trip?
Usually, you do not need to disassemble the sensor unit to test for its working. All we do is to open the flame sensor controller and test for the electrical signal using a multimeter. Now to test flame failure trip we first set the flame to high and run the boiler for a few minutes. Once set we slowly throttle the fuel valve to stop position. You will notice that within a few seconds an alert appears on your boiler control panel followed by the emergency shutdown. This states everything is nice and fine and the test was concluded to be a success.
Thank you for the tips.
I have one question for you. Is that normal to get flame failure alarm at a set point stop? The boiler on the ship i am working on is set to stop at 7bar and when it is reached, it stops and flame failure alarm sounds. As it is set point stop, i guess there should be no alarm.
Thank you
Yes, it is not normal to get alarms, based on your explanation it seems like there problem with either the sensors or some other electronic issue.
im having trouble with my id fan, and i think its generated from my draft pressure. 150 psi boiler psi set point is at 100, wc set point is at .55. im also getting draft pressure alarms alot…. suggestions?
Check Fd fan, motor ampere and fan filter + vibration. Also check and compare the IG blower ampere with the manual ( set limit prescribed by the manufacturer ).
9) Low fuel oil temperature
You mean UNBURNED FUEL, not sunburned fuel
On a serious note, I must congratulate you for writing in a simple and clear manner. It was so easy to understand the basic issues. I have downloaded the text for my future reference.
Thank you for pointing out the mistake, It’s been fixed.
AALBORG Mission OM 30 boiler start position failure alarm is coming, and it is not letting boiler to fire pilot burner also, though boiler is firing in manual, but in auto its giving start position failure alarm, please tell what to do?
In your case there cane one of the following issue Cam timing may differ Solenoid valve not operating Or not getting signal via relay.