Boiler mountings are a set of safety device installed for the safe operation of a boiler. There are seven main mountings on a boiler shell; safety valve, steam stop valve, vent valve, pressure gauge, water level indicator, feed check valve and fusible plug.
These equipment save the boiler from damage due to extreme pressure, steam back flow, shell collapse due to vacuum, unregulated steam pressure, low water level, back flow of feed water to the pump and dry running respectively. Today we will discuss boiler mountings and its types used in steam boilers with further explanation of its construction and working.
Together we will understand why boiler blow-down is required; why most boiler drums are cylindrical, along with what boiler is and how does it work and function step by step.
What Is Boiler And How Does It Works ?
A boiler is a closed vessel used to boil water to produce saturated or superheated steam. Also known as steam generator, they use heat energy from exhaust or furnace to produce steam. A boiler can produce steam under pressure and vacuum condition; from distilled / feed water for steam power plant and marine application on ship.
On board ship, boiler is used to generate steam for; propulsion ( steam ship ), power generation, shoot blowing, auxiliaries ( steam ship ), fresh water generator, cargo heating, running steam driven pumps, steam ejectors and running cargo pump turbine. Air is supplied to the boiler furnace to produce heat energy.
This heat energy is then supplied to the water; through the large surface area between water and boiler furnace. Steam produced is then collected separately in the steam drum for further usage. The working of a boiler is similar to boiling water in a pan or cooker at home. The boiler is a closed vessel where water is boiled off the heat received from the furnace.
The steam produced is stored in steam drum at 60 bar for heavy industries and steam ships; while at 7 to 15 bar for motorized ships and other application. This stored steam is then directed upon the steam turbine; to propel ship, run cargo pump and produce electricity in case of power plants with the generator attached to it.
Note: A typical range of boiler efficiency is 80 – 85%.
Boiler Construction
A typical steam boiler consist of a burner used to provide heat source to the water. Horizontal water and steam drum to store feed water and steam; bundles of steel tubes acting as a heat exchanger between hot fumes and water. Feed pump to supply feed water from return lines; down-comer’s to circulate water from steam drum to water drum; combustion chamber providing space for fuel combustion; refractory providing protection from the immense heat of furnace to the boiler structure and safety and control device in form of boiler mountings.
Why most boiler drums are cylindrical in shape? Heat is lost along the surface; so for a alloy steel body which stores hot water and steam the minimum surface area possible will be a sphere. A sphere is the best design possible as it not only reduce heat loss but also withstand extreme pressure.
But practically a spherical boiler drum is hard to construct and costly considering the necessary boiler mountings, steam / water tubes and combustion chamber in a compact space. A cylindrical drum is the best alternative as it show similar feature such as of a sphere, is cheap and practical to construct. It also have an added advantage similar to that of sphere of no weak points in form of corners which acts as stress concentrators.
Boiler Mountings
Regular accidents and boiler break down can happen due to improper maintenance and cleaning. Without boiler mounting one can damage boiler and its surrounding with one mistake followed by a series of events. Without high lift safety valve the shell could explode resulting into great loss of life and machinery; similarly a shell could collapse under vacuum if air vent is not present during cooling down. During cargo operation there is a increased demand for steam and so the mountings help operate the boiler with more and ease and safety. Boiler mountings include:
1 ) Safety Valves
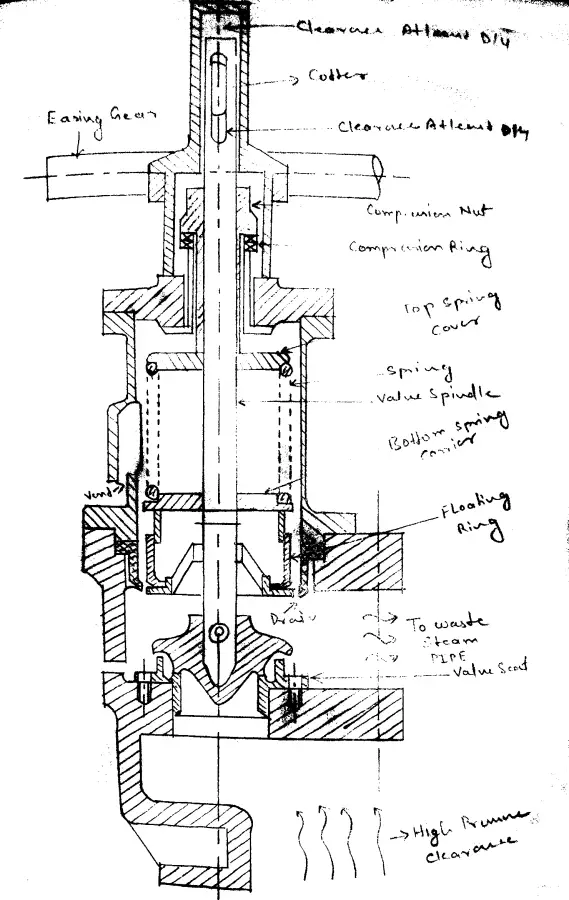
Safety valves are fitted on every boiler to avoid over pressurizing. Normally three safety valves are fitted on the boiler with one on the super heater and rest two on steam drum. In no condition these valves be less than two in number and must lift at a pressure 3% above boiler working pressure irrespective of boiler types.
A steam valve is made up of cast iron body with two independent valves fitted on the valve seat. These valves are connected to a lever by means of a pivot held tight to its position by spring. The spring force keep the valve sit shut on the valve seat under normal condition. When the upward pressure exceeds the downward spring force; the valve is lifted and excess steam is released to the atmosphere.
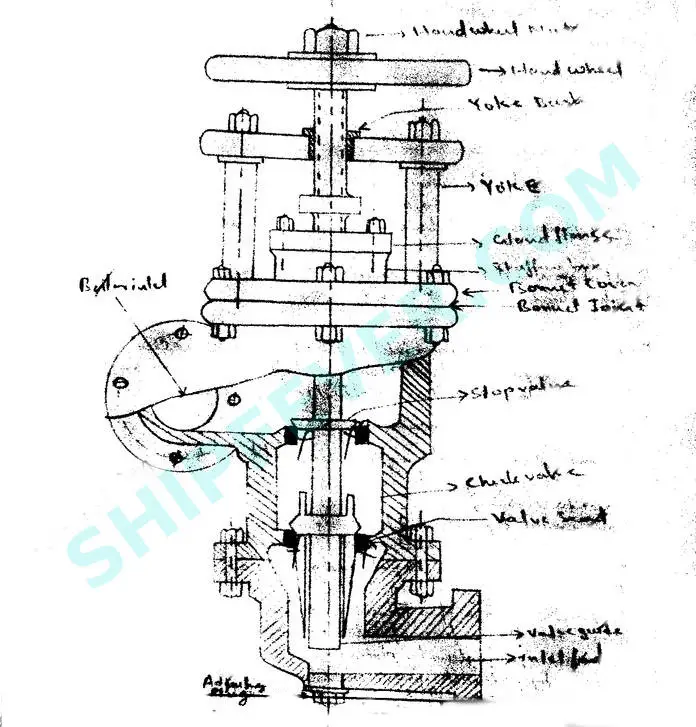
2 ) Steam Stop valve
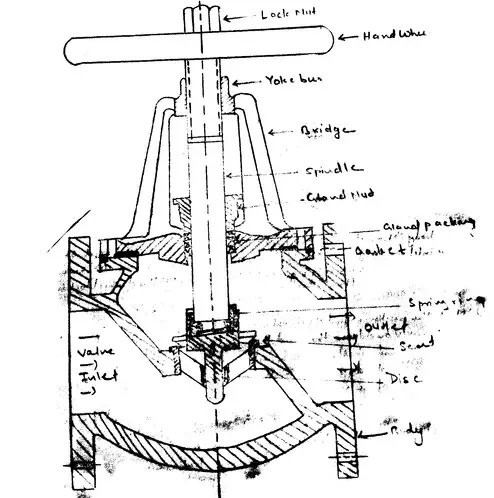
A steam stop valve is connected to the boiler to stop and regulate steam flow from boiler to the distribution lines. Main steam stop valve on boiler is kept shut to avoid back-flow of steam to the boiler. The flange of the steam stop valve is bolted on top of the steam drum. Valve main body is made of cast iron while the valve seat is made from gun metal. The spindle on one end is connected to the valve while the other end to the handle wheel passing through ( yoke / Gland nut ) and gland packing. The valve is operated by rotating the hand wheel. Rotating hand wheel in turn rotate the spindle which move the valve up allowing path for steam to flow.
3 ) Vent Valve
Vent valve is installed on the boiler shell to vent air from steam drum during starting of boiler. These vent valves also comes handy during boiler shut down as it let fresh air to enter the boiler drum avoiding its collapse under pressure. A vent valve can also be used to release / dump moist steam at start.

4 ) Pressure Gauge
Pressure gauge are fitted to the steam drum and super heater to indicate steam pressure inside. These gauge are fitted on the front top of the boiler shell and represent pressure in bar. A bourdon tube of closed cross section is attached to the steam space on one end through siphon tube. The tube itself contain water to avoid steam to enter into the pressure gauge. The pointer is connected to the threaded gear attached to the spindle. When pressure is applied to the bourdon tube it becomes circular turning the spindle. This cause the pointer to move along with the gear; representing the boiler pressure.
5 ) Water Level Indicator
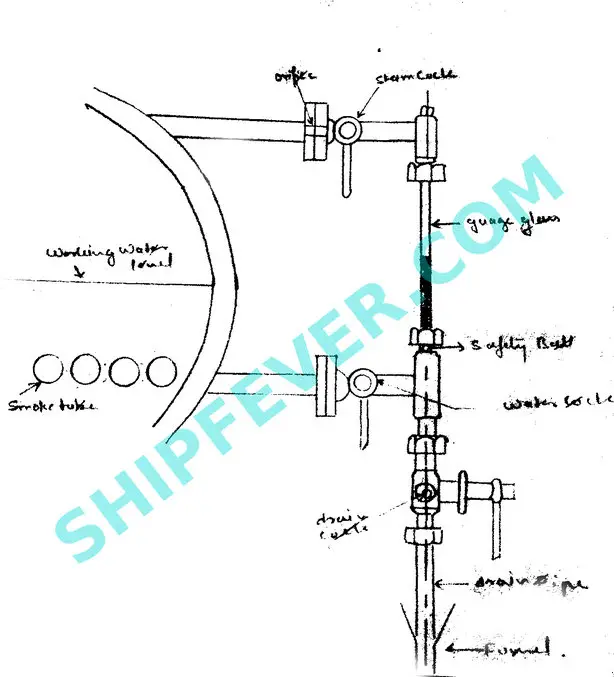
A pair of water level indicator is installed directly to the boiler shell with an additional remote reading gauge installed at convenient position. They are installed directly on the front end of all boiler types; showing water level in boiler drum. It consist of a glass tube with three independent cock ( Steam cock, water cock and drain cock ).
Steam and water cock separates the glass tube with boiler steam and water respectively. Drain cock on other hand used to drain water from glass tube. A metal ball is provided on the water side of the gauge glass to avoid subsequent accident and water loss; by water flashing off steam in event of glass rapture / failure.
Under normal condition both steam and water cock is open allowing water and steam pressure to balance. In event of incorrect reading we need to blow through; by closing the water cock and opening drain cock. A strong blow will indicate the steam cock is clear; now repeat the process with steam cock closed and water cock opened. Strong blow of steam with hissing sound indicate the water cock is clear. Now close the drain cock and let water fill in; slowly open the steam cock equalizing the pressure.
6 ) Feed Check Valve
A feed check valve is a non return valve type fitted on the boiler shell just below the normal water level. It regulates the flow of feed water restricting possible back flow to the feed pump. These valves are usually fitted with extended spindle for remote operation. The inlet and outlet point of these valves are exposed to different pressure. When the feed pump is operational; sufficient pressure is build at the inlet point of the valve. When the inlet pressure is more than the outlet point the valve lift allowing water to pass to the boiler.
7 ) Fusible Plug
A fusible plug is the threaded gunmetal cylinder with conical plug and tappet hole drilled into it. This This hole is then filled with an alloy of low melting point such as tin. The plug can be of either fire actuated or steam actuated type fitted over the combustion chamber.
Under normal condition one side of the plug is exposed to extreme temperature while the other submerged under water; keeping it cool. This low melting point alloy can not melt away till submerged and so remain intact even under extreme condition.
In event of water level reach below a safe limit and plug tip is exposed to steam; the tin alloy will melt exposing combustion chamber with steam. As steam is not effective coolant and convection medium the tin alloy can’t transfer heat to the steam leading it to melt away. This sudden injection of steam into the furnace will stop the combustion protecting boiler from any damage.
Other Less important Boiler Mountings
There are also boiler mountings such as blow down valve, sampling cock and low level alarm which plays a vital role in boiler operation but are less important than others. A low water level alarm will produce audible warning in event of low water level followed by a low low water level alarm and shut down.
These alarms will protect boiler from any damage in event of low water level. It is a safety device working in parallel with the fusible plug to avoid dry running. Sampling cock on other hand is used to take sample of boiler water to check for dissolved minerals and alkalinity test. Suitable additives are added to the feed water to avoid scale formation and maintain appropriate PH.
On other hand a blow down valve is used to remove impurities from the boiler shell. Bottom blow down valve is used to either empty the boiler drum for maintenance or to remove boiler contaminants; while scum blow down valve remove the floating impurities in the boiler shell.
Lets understand why boiler blow-down is required in first place? As described above a boiler is required to blow down to remove sludge and suspended solids from the bottom; To change boiler water partially or completely; empty the boiler for inspection or maintenance; remove floating impurities and with boiler startup during priming.
A short blow down is given for a period of 30 seconds followed by a long blow down of 1 minute if necessary. Overboard valves ( SDNR ) must be opened before blowing down boiler and blow-down be regulated through control valve.
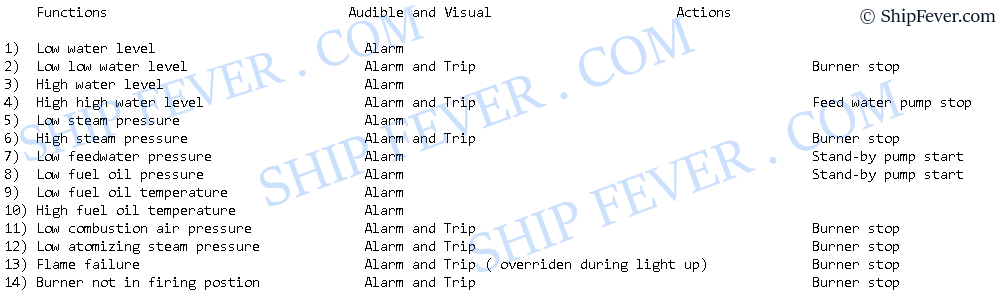
Given below is most vital/important Alarms and Trips on Marine Boilers
 Explanation of each Alarm and Trip and why they occurs:
Explanation of each Alarm and Trip and why they occurs:
- Low water level: Since boiler is converting water into Steam, therefore the consumption of water is taking place, if the level is not monitored manually, a stage will occur where water level will drop to a certain level(L2) and alarm will be seen and heard.
- Low low water level: If alarm at level L2 is not acknowledged the level will drop further to level L1, and burner will stop firing to prevent boiler shell from damage due to excessive heat from burner flame.
- High water level : Alarm will sound when consumption of water does not matches the intake of feed water via feed water pump. Water has reached level H1.
- High high water level : If water at level H1 is not acknowledged, the feed water pump will stop at level H2, therefore cutting water supply to the boiler drum, the feed pump stop to prevent the drum of boiler from excessive hydraulic pressure exerted by the feed water, which may explode the boiler drum (at least weaken it).
- Low steam Pressure : this Alarm occurs to show various cases such as burner is not firing upto the mark, feed water is less in the boiler therefore less pressure.
- High steam pressure : Alarm with Trip to burner occur to prevent the damage to the steam drum due to excessive pressure of the steam.
- Low feed water pressure : Due to certain problem the feed-pump#1 is having problem to generate ample pressure to push the water inside the boiler drum, therefore stand-by feed pump starts to maintain the pressure of feed water. (Remember there is a feed check valve between feed water pump and drum.)
- low F.O. pressure : The pump to boost the F.O pressure for injection is not generating enough pressure due to myriad reasons, therefore a stand-by fuel oil pump is started to supplement for the loss in pressure, this occurs because when fuel is being injected into the furnace. it should have ample pressure so that the fuel can atomize completely.
- Low fuel oil temperature : Low fuel temperature lead to a large amount of sunburned fuel accumulation in the furnace and there is high probability of explosion
- High F.O temperature : Since the F.O should be within favorable temperature condition, Heating up of oil give off Alarm.
- Low combustion air pressure : F.D fans (Force Draft fans) are used to supply combustion air to the boiler burner for complete combustion, but when there is alarm for low combustion air pressure, it should be seen that there is no damage to the fan blades and there is no obstruction to the intake of combustion air.
- Low atomizing steam pressure : where steam is used as the atomizing medium this trip will occur if any obstruction is in the hole of the steam supply, or the pipeline supplying the steam.
- Flame Failure : [NOTE: This is Overridden during starting up/firing up of the boiler] This trip occur to prevent the accumulation of fuel into the furnace, which may become the source of explosion if not correctly purged.
- Burner not in firing position : since the burner is not in firing position, one case maybe because the arc is not striking up between the electrode and there’s the supply of fuel, so to prevent the accumulation and explosion, this trip is initiated.
Note: IF you have any question or doubts regarding Boiler Mountings do comment us bellow and we will try our best to solve your query.
Also Read:
- Difference Between Impulse And Reaction Turbine
- Oily Water Separator Construction Working & Dismantling
- Bunkering Operation: Precaution, Procedures & Checklist
- Detailed Working of Marine Fuel Pump And Injector
- Gear Pump Design, Basic Principle & Working
What is the general concept of Boiler mountings?
In simplest terms, boiler mountings are the safety ( like the safety and vent valve ) and utility ( Like the water level indicator, steam stop valve ) instrument/device attached to the boiler shell. Together they help maintain the safe operation of a boiler.
Great work
Keep it up
what device is used for the low and high water level indication?
Thanks for writing a great article. I have a question “how the boiler mountings are fitted on the boiler” ?