
Centrifugal casting is one of the Revolutionary techniques of the industrial process developed in 1807. Centrifugal casting is used where we require strength, reliability, and material soundness in the end product. Unlike high cost and variable strength with forging; modern centrifugal casting provides high-quality end products with strength, high density, good performance, and even granular structure at a much lower cost.
In centrifugal casting molten metal is introduced into the mold which is continuously rotated during the whole casting process. The mold can itself be rotated horizontally or vertically depending upon the design requirements.
Typically a horizontal designed machine is used to produce a thin cylinder while vertically mounted machines for producing rings or similar products.
But sometimes smaller cylinders are also formed using a vertical centrifugal process while horizontal arrangement used for the long tubular structure.
Working Principle of Centrifugal Casting
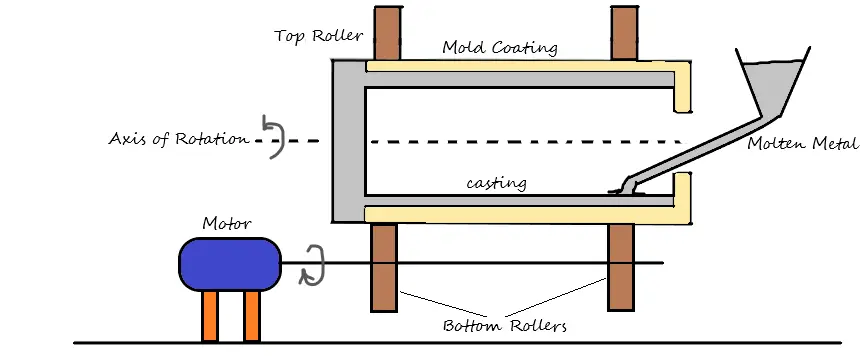
In this process molten metal is poured into the spinning mold preheated to a certain temperature. The mold is placed vertically or horizontally based on the required shape of product. Once poured it is then continued to rotate about its central axis.
Due to the rotational motion of the mold; a centrifugal force is acted upon the molten metal just poured into the spinning mold. This force displaces the molten metals towards the periphery forcing them to deposit on the walls.
The molten metal is spread uniformly on to the walls of the die; thanks to the centrifugal force 100 times greater than of gravity.
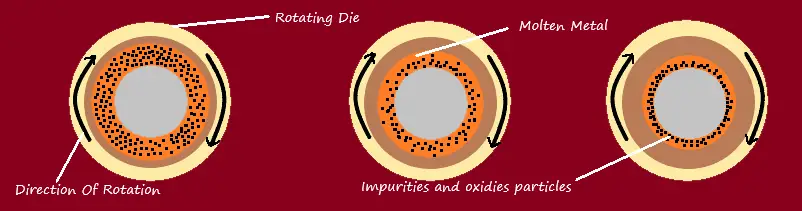
As the process continues with more and more metal poured into the mold; the relatively denser element tends to deposit on towards the wall while lighter elements and slug deposit at the center.
The mold is then left to rotate till the whole mold solidify and then other light elements like slag are separated from the center.
The whole process itself leads to a reduction in defects due to slags, irregular grain structure, and trapped air. The final product have closed grain structure with improved elongation, tensile strength, and yield strength.
Advantages Of Using Centrifugal Casting
The whole process of centrifugal casting does not rely on gates and risers. This results in the continuous availability of molten metal at the center during the solidification process.
Unlike conventional casting where the mold solidifies from both inside and outside; molten metal at the center ensures unidirectional solidification ( Outside to Inside ).
This helps get rid of defects such as blow holes, shrinkage cavity and gas pockets. The process allows for subsequent savings on initial capital (Non-machinery cost ) and manufacturing costs.
This allows for the economic advantage which gave enough flexibility to produce various shapes and sizes of products.
The combination of deciding factors such as unidirectional solidification, solidification under pressure, and impurities displacement to the central axis; results in superior quality products with high soundness compared to other industrial processes.
Such Advantages result in increased life and endurance of the product without fracturing.
Other benefits of centrifugal casting includes:
- Impurities collected at the center are relatively easier to remove than other industrial or manufacturing process.
- Mass production of symmetrical product was made possible at a much lower cost.
- It provide dense metal with mechanical soundness.
- Relatively less temp of molten metal is required for the process saving money and energy.
- Gates and risers are no longer needed.
- After the casting process is heavily reduced.
Types of Centrifugal Casting
The process of using centrifugal force for casting can be divided into three major parts; True centrifugal, semi-centrifugal and centrifuging.
1 ) True Centrifugal Casting
True centrifugal casting or commonly known as normal centrifugal casting is used to produce a symmetrical hollow structure with round holes. The key feature of this process is to produce a symmetrical hollow structure without using any cores. It is achieved by pure centrifugal force by rotating mold about its vertical or horizontal axis.
The shape of the mold can be either circular, square, rectangular or hexagonal; as long as they are symmetrical about its vertical or horizontal axis of rotation.
Centrifugal force acting on the molten metal introduced in the system; force it towards the wall of the mold/die. The casting of long parts such as pipes and liners are done along the horizontal axis while for others along the vertical axis.
To avoid molten metal to take the parabolic path along the mold while hardening due to gravity; the mold is subjected to high speed rotation to produce centrifugal force 100 times stronger than of gravity.
The mold is then left to rotate on its axis till it solidifies unidirectionally. This process is generally used for producing large and medium-sized parts such as cylinder liner, hollow pipes, and bushes.
2 ) Semi-Centrifugal Casting
A core is placed inside the mold in a semi centrifugal casting to produce a hollow structure. The process itself includes the rotation of mold along its vertical axis with the core inserted at the center.
The centrifugal force from the rotation is then used to fill the mold perfectly. Here the hot metal is poured along the axis to first fill along the walls with the centrifugal force and towards center due to gravity.
A core is inserted whenever a hollow structure is needed to compose compensating the gravitational forces ( dominant ) at the center. This process is used to produce large Axis symmetrical products such as flywheel and gear blanks.
3 ) Centrifuging
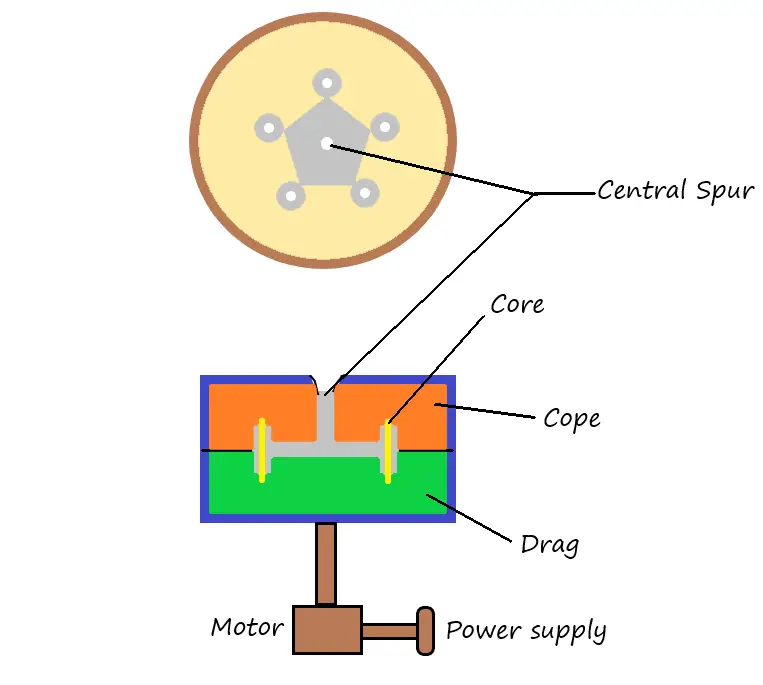
This casting process is used to cast metal under high pressure for relatively small mold/die / final product or asymmetrical products in group.
The process is done in group to obtain overall symmetry of the casting. Hot metal is poured into the die along the central axis through central spur using centrifugal force through radial in gates.
It is an easy method for obtaining unidirectional solidification at economical costs.
Limitations of Centrifugal Casting
Although the process is beneficial for producing many symmetrical and asymmetrical shapes; it has some limitations to its application. Such Limitation or disadvantages of centrifugal casting are:
- More skilled laborers are required for the implementation of the process.
- Only a few defined shapes can be produced using this process.
- Not all metal and alloys are compatible with this process.
- A high initial investment is required in machinery and tools.
- The diameter of the inner surface is incorrect in this casting.
Important Terminologies
There are various terminologies associated with the centrifugal casting process out of which these three are important; Shrinkage, Raining, and Cast Removal.
Shrinkage
Most metal when undergoes casting process tends to reduce along with its size and volume during solidification known as shrinkage. This reduction in the total volume can be up-to 5% of the total volume.
If appropriate measures are not been taken it can lead to either a smaller cast or localized cavity. Thus proper allowance for shrinkage is given in the mold for possible shrinkage. Generally the size of the mold is taken slightly bigger than of final product depending upon product geometry, metal, and casting process.
Raining
When molten metal is excessively heated before pouring into the mold this leads to a process known as raining. A raining is a critically bad situation when molten metal starts to get oxidized during the casting to form cold sluts, laps and other similar defects.
During the process in centrifugal casting along the vertical axis; where the rotational speed is relatively less part of metal fall from the top to the bottom.
This situation of falling molten metals from top to bottom is called as raining caused due to excessive fluidity of the metal because of excessively high temperature. So appropriate measures must be taken to keep the temperature controlled during the whole casting process.
Cast Removal
Special tools are used to remove the cast from the mold after solidification. It can be either mechanical, hydraulic, or even pneumatic.
Pulling tongs are used to pull them out of the mold by inserting them at the one end while clamped against the other end of the product. For smaller machines tong in the shape of a small bar with a flange on the other end is used for this process.
Application of Centrifugal Casting in Shipbuilding
Casting allows for a large ( Virtually unlimited ) set of shapes and sizes of products to be formed economically. While centrifugal casting allows for a superior quality for a different set of shapes and sizes at an attractive price.
It provides not just the ability of mass production and flexibility as in normal casting but quality and soundness even better than of forging.
Different material set such as copper, nickel and all forms of steel can be used for this process. In shipbuilding centrifugal casting can be used for the manufacture of liner, vanes, parts of the pump, parts of rudder and propeller, bearing housing, butterfly valves and valves body. Its other application includes piping, jet avionics and military.
Also Read:
- Marine Diesel Engine – Parts And Functions
- Local Regulation For Marine Pollution in Malacca Strait
- What is Excitation Voltage And Its System?
- What’s the need to change Injection Timing? – Variable Injection Timing
- Marpol Annex 5 And Its Latest Amendments
Super explanation
It is not my first time to visit this website, i am browsing this web site dailly and get good information from
here all the time.